Commissioning Guide
V-Core 3.1
This guide is meant to assist you in getting started with your freshly assembled standard V-Core 3.1 Kit. The entire mechanical, electronics, and firmware RatOs installation must have been completed before. There are many ways of commissioning a 3D printer, but this guide is optimised for the V-Core 3.1. It aims to be the easiest, and most simple way to get your machine up and running.
info_outlineCommissioning - ”Bring (something newly produced) into working condition.” This guide is meant to help everyone bring their newly built machine into working condition, not to fully tune and extract the full performance of the machine.
Tools required for this guide:
✅ Piece of paper
✅ Filament
✅ Patience
Firmware
RatOS is a preconfigured Raspberry Pi image that aims to make it as painless as possible to get Klipper, Moonraker, Mainsail and KlipperScreen up and running on your printer, via an easy to use, modular configuration. It is developed and maintained by Mikkel Schmidt (miklschmidt#2036 on the Rat Rig Unofficial Discord).
If you haven't configured your firmware yet, click here.

Slicer
Obtaining a slicer
SuperSlicer is a free and open-source project. It can be obtained directly from their GitHub repository. Prusa Slicer is a free and open-source project. It can be obtained here. Both Slicer take 3D models (STL, OBJ, 3MF) and convert them into G-code instructions for 3D printers.
Slicer Config
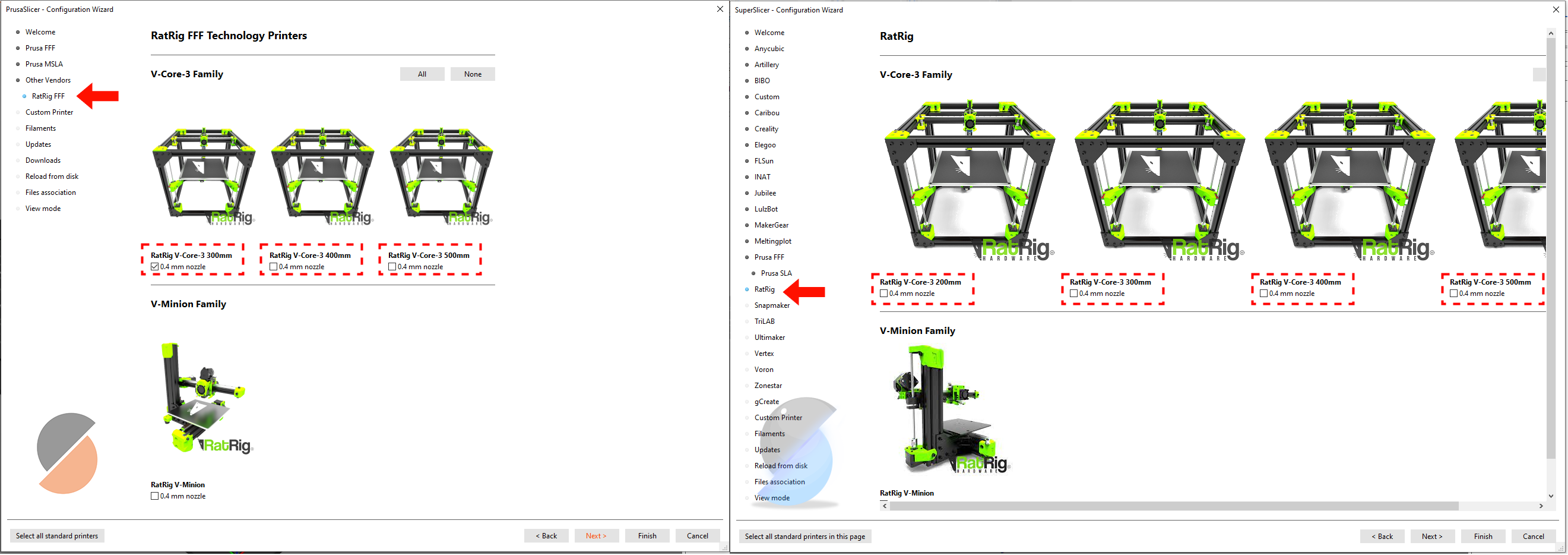
Simply choose the appropriate V-Core 3.1 profile for your machine size. In Prusa Slicer the V-Core 3.1 is under "other vendors" > "RatRig", In SuperSlicer is under "RatRig".
Note: The V-Core 3.1 uses the same profiles as the V-Core 3, that's why both slicers have it named V-Core 3.
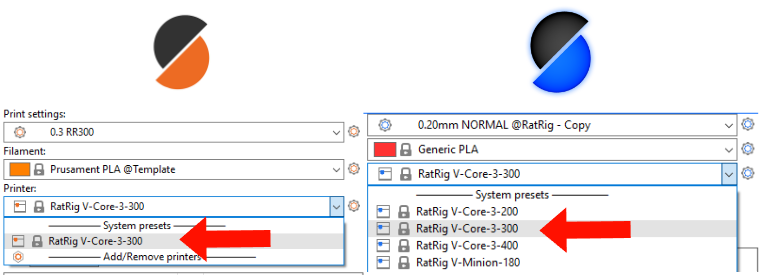
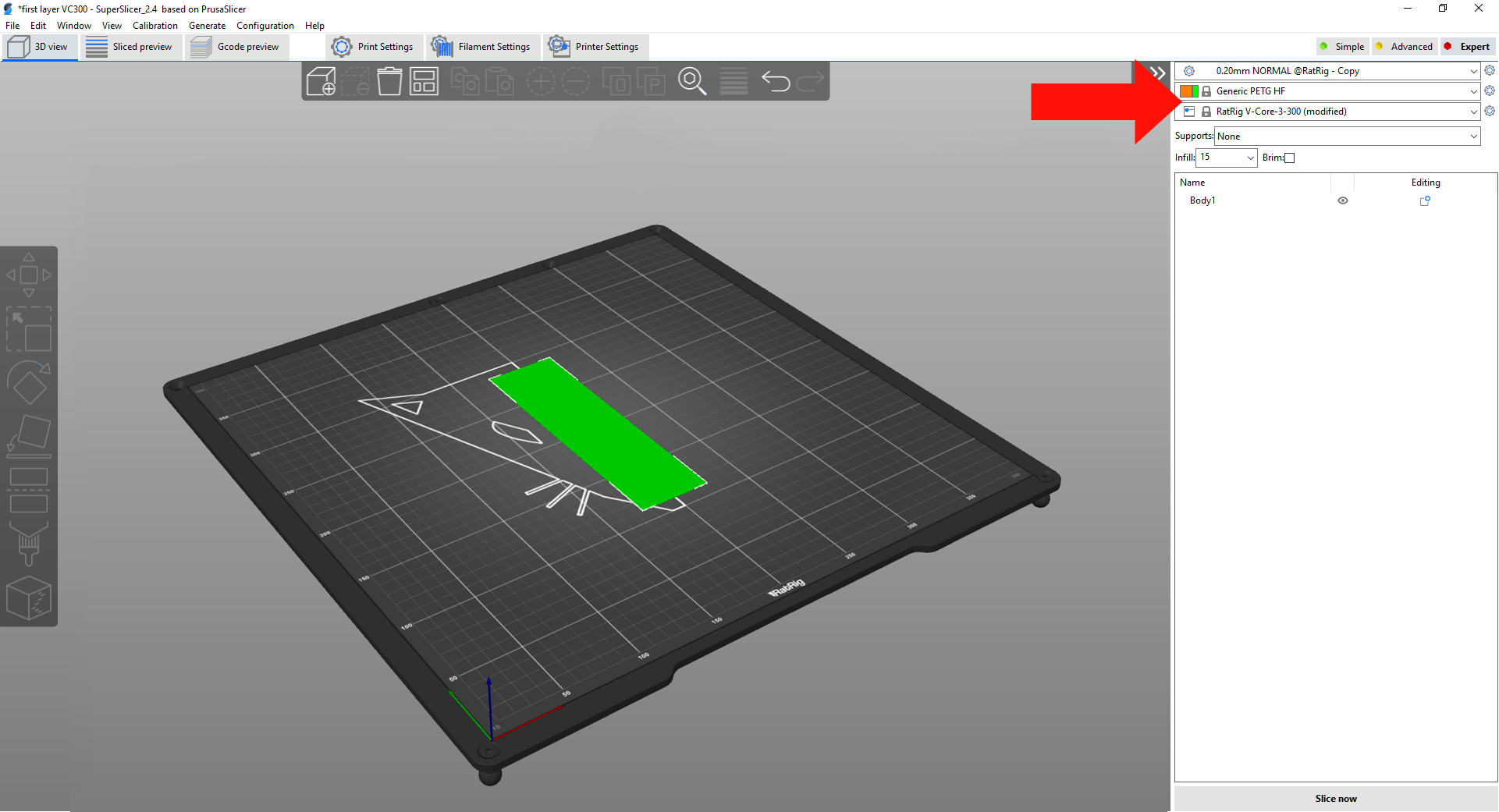
The slicer should now show the V-Core (Size) option:
The following video gives an overview on configuring SuperSlicer to connect with a V-Minion, the process is the same for the V-Core 3.1:
Please click on the Expert option on your Slicer, it might seem like a lot of information at first but this guide will help you navigate through it.

Basic tuning
In this chapter, we will prepare the V-Core 3.1 for printing. Before the machine melts any filament, there are specific steps that must be followed. If these steps are not followed, different kinds of problems will appear and troubleshooting will be more challenging. It’s like driving a supercar on ice, you might think the problem is the car but in reality the road is in no condition for racing.
Build plate preparation
Before we start tuning the machine, please perform a bed mesh to ensure your build plate is ready to print.
Note: The bed heater should not have been installed prior to this chapter.
Step 1 - Build plate preparation
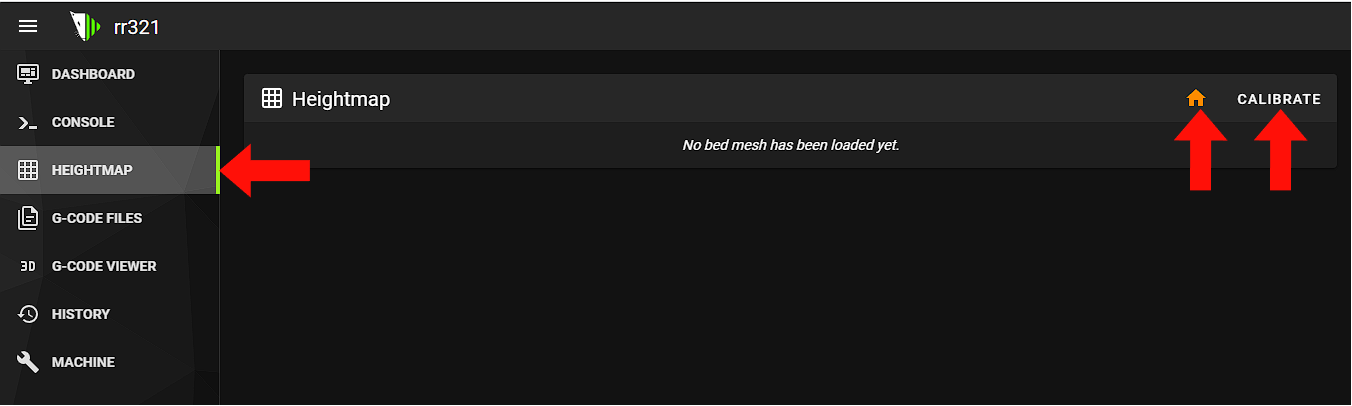
Start by performing a Z-Tilt calibration, this can be found on the dashboard page.
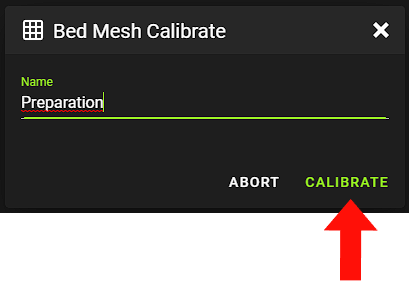
Procede be clicking on the home icon. Once the printer has homed, click calibration and provide a name for this mesh as shown. RatOS will then create an initial bed mesh.
Step 2 - Build plate preparation
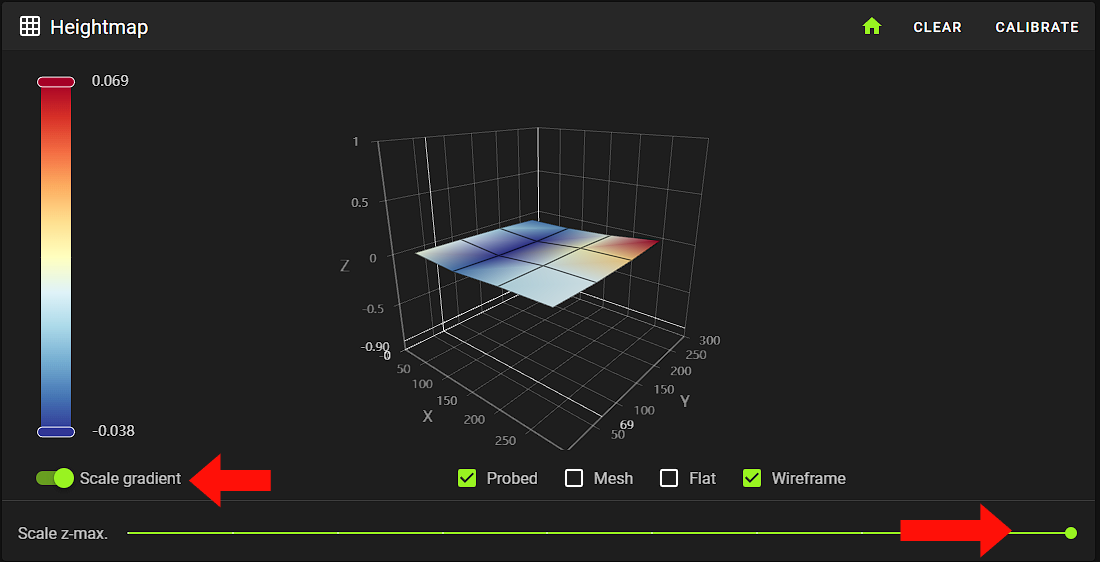
Inspect your mesh, to get a realistic analysis please check the “scale gradient” and slide the “scale Z-max” all the way to the right. If your mesh looks flat like the image below, you may skip to Step 5.
Step 3 - Build plate preparation
If your bed mesh is not flat, and appears tilted or twisted (similar to the image below), you will need to verify the alignment and squareness of your frame. You can check the following tutorial video on how to properly identify squareness issues in your frame, from your heightmap mesh image, and how to correct them:
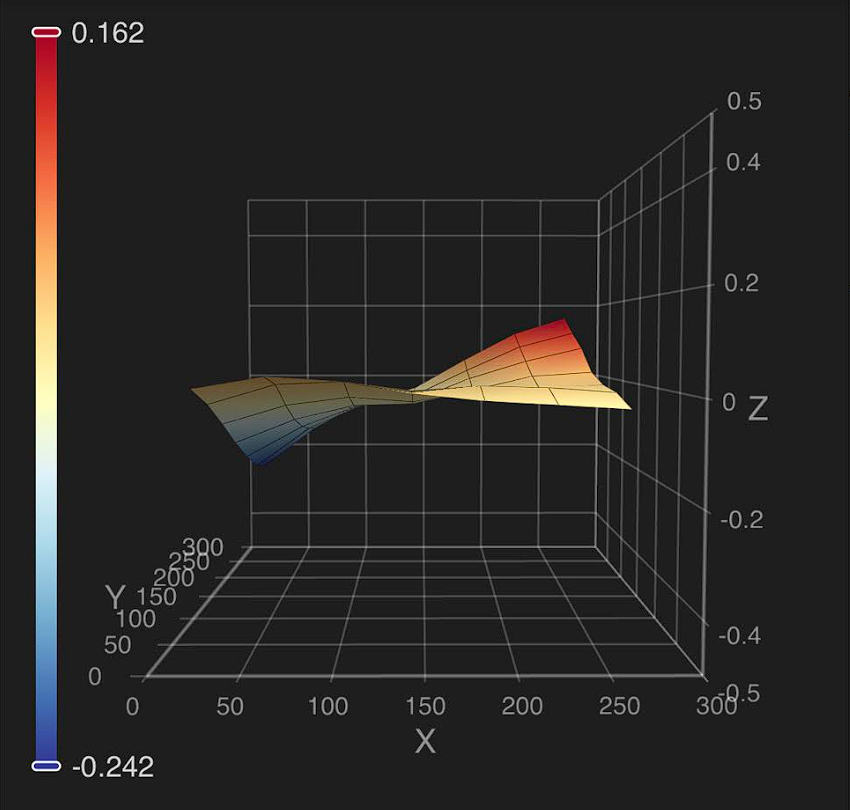
The image below illustrates a bed mesh with a twist. Twisted meshes are a symptom of a non-squared frame. It's important to notice points C' and D' are very hard to adjust as Mark explains in his video. All adjustments are advised to be made on points A' and B'. If your peak is at C then you adjust B', if it is on D then you adjust on A'.
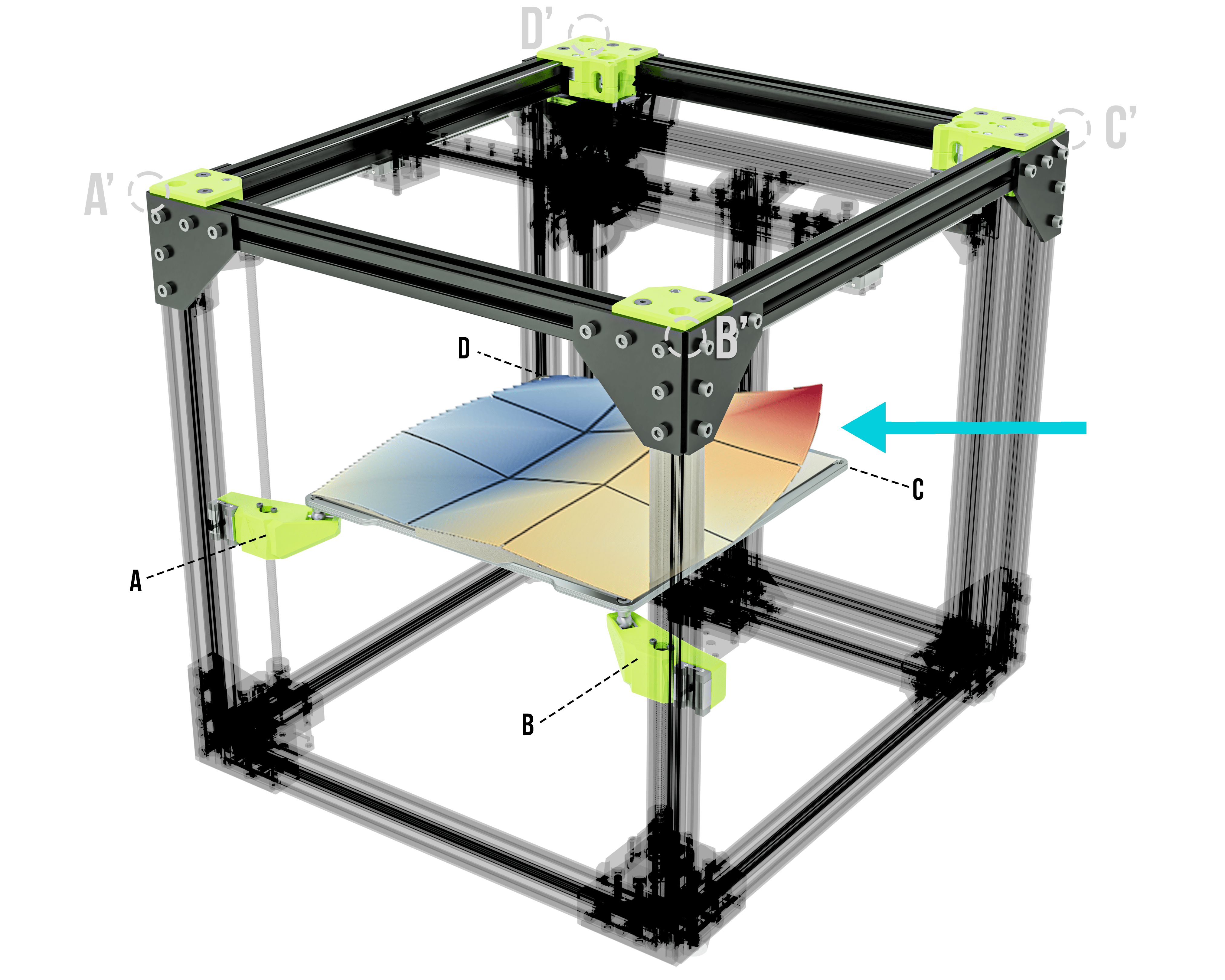
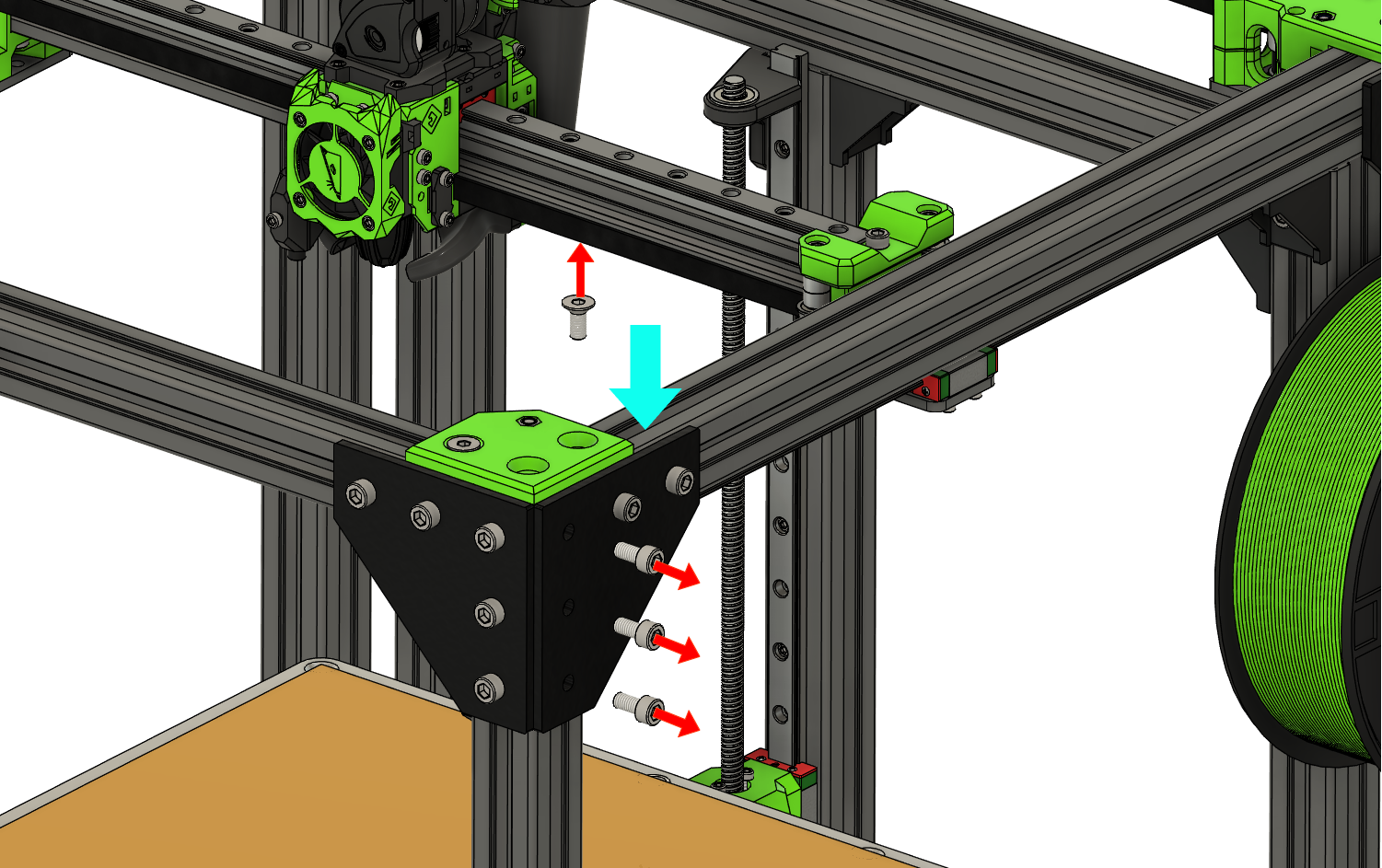
The blue arrow points to the peak in height. To correct this we need to adjust point B, just unscrew the highlighted screws and gently tap the extrusion on the top, re-tighten the screws and perform another bed mesh to verify if the peak is gone. If instead of a peak your mesh has a depression, just push the extrusion upwards. Execute very small adjustments for each iteration until the bed mesh is flat.
Step 4 - Build plate preparation
Generate another mesh to ensure frame alignment is 100% square, then you can proceed to the next step. If not, take your time and analyse your frame carefully before moving onto the next step.
Step 5 - Build plate preparation
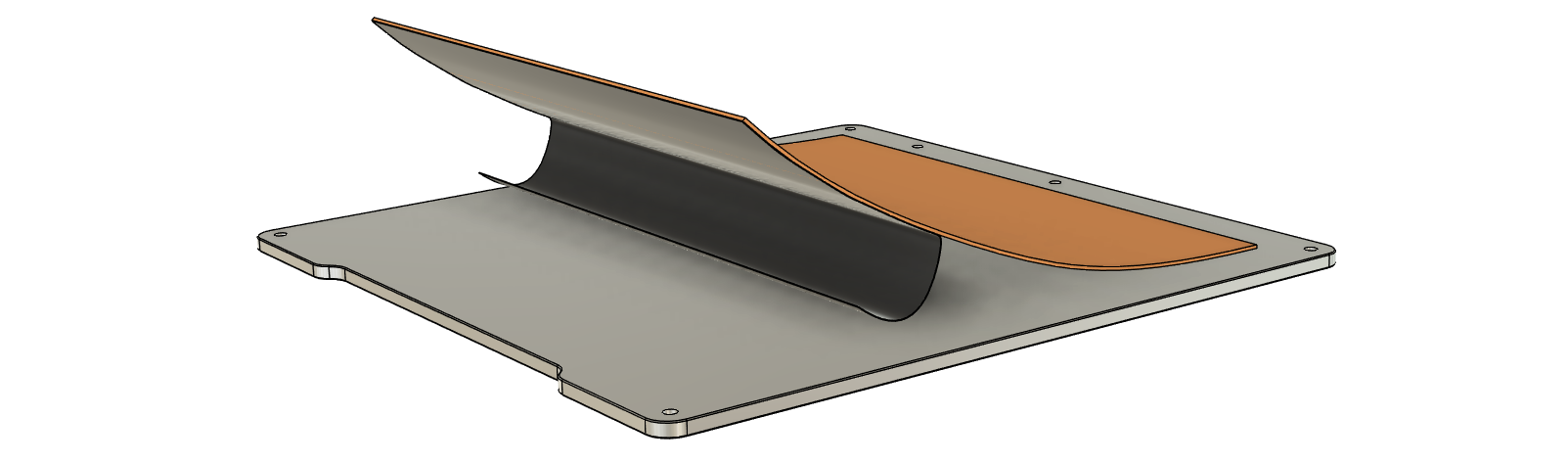
Apply the heater pad. Take your time when performing this step as the heater pad cannot be removed or repositioned. Once any part of the heater pad is placed, do not try to move or remove it under any circumstances. Peel back roughly one inch of the protective sheet along a single side of the heater pad. Position the heater pad centrally on the bottom of the aluminium bed and press down, adhering the edge of the heater to the bed. Working gradually, peel the protective sheet, and adhere the rest of the heater to the aluminium bed. Use a flat plastic tool (like an old credit card) to ensure the heater is fully adhered and that there are no trapped air bubbles.

Step 6 - Build plate preparation
Using the same method, apply the magnetic surface to the top surface of the bed and install it on the V-Core 3.1.
Step 7 - Wire the Bed thermistor and bed heater
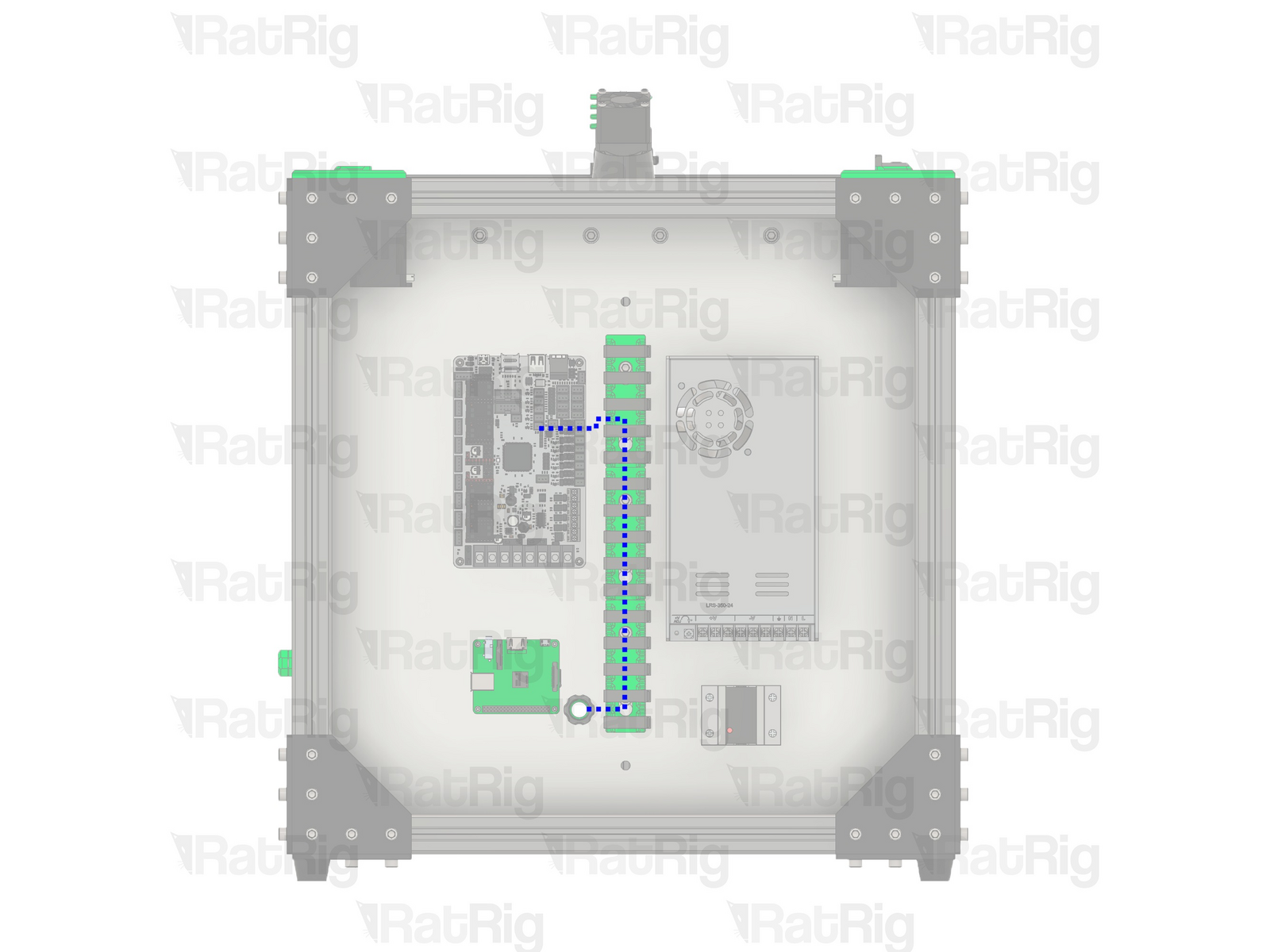
After placing the bed assembly on the Z arms again, wire the bed wires as the following image shows:
Insert the bed wires throught the colar on the electronics panel.
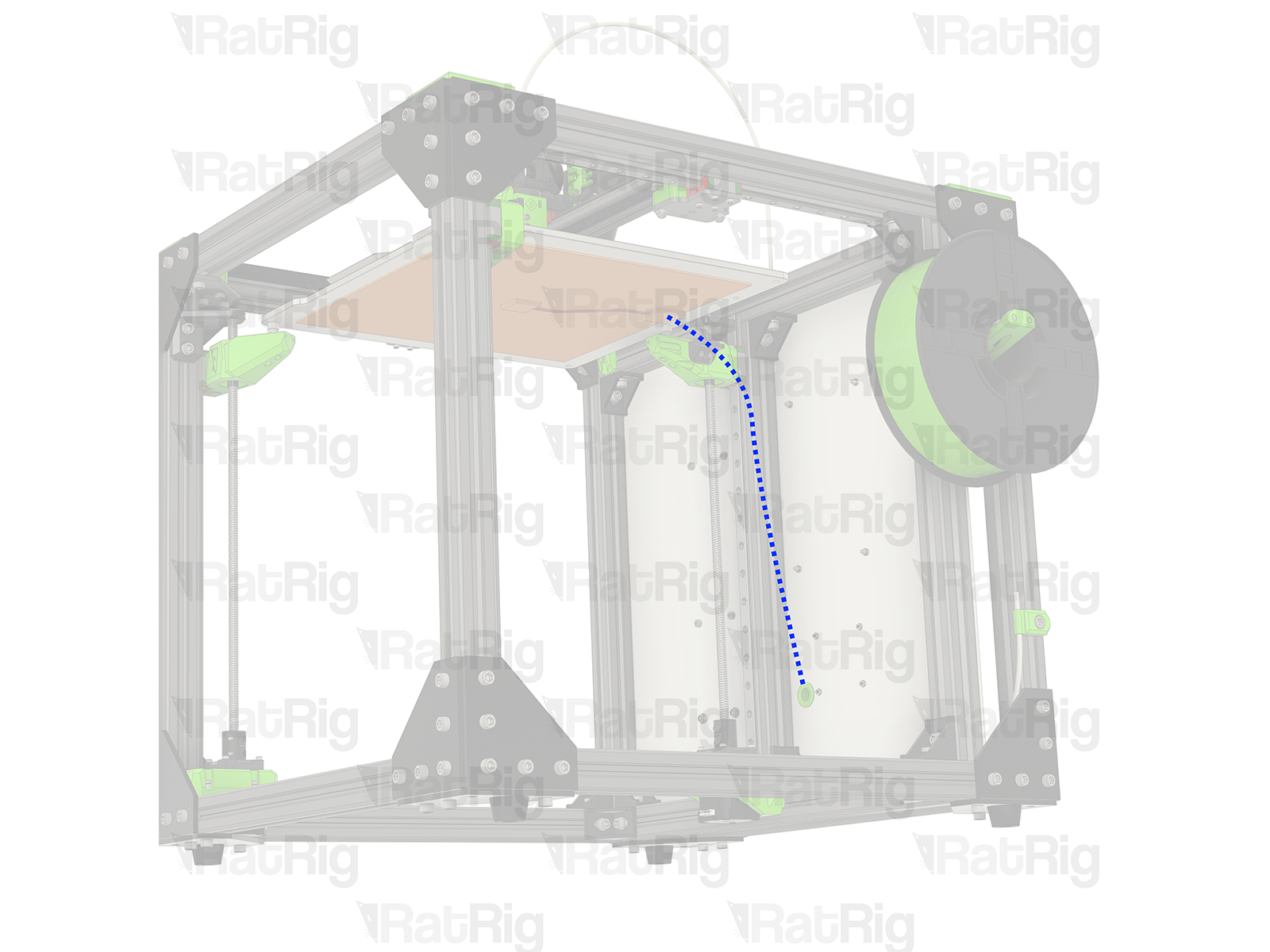
Route the bed thermistor cable as shown.
The bed heater requires high voltage and should only be wired by a professional.
Step 8 - Installl the print surface
The flexplate surface may retain impurities from manufacturing, shipping or handling, so washing it with warm water and soap is recommended before the first use. Make sure you dry it with a microfiber cloth to avoid leaving residues of whatever material you may use to dry it, regular kitchen cloths or even paper towels are not recommended.
A dirty build plate will lead to adhesion issues that might be confused with first layer squish/ Z offset calibration problems. The included textured PEI Flexplate doesn't require any type of adhesive, it’s a ready-to-print surface on its own. Regularly wipe your PEI surface down with 70-91% isopropyl alcohol to ensure any grease, or other residues, that may have accumulated on it are removed. This will help increase yoursurface adhesion greatly.
PID tune
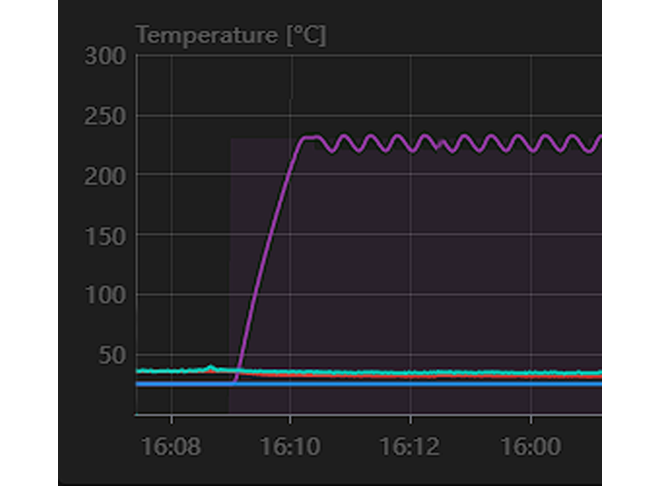
PID stands for proportional integral derivative and it aims at making the heating process more efficient and consistent. Efficiency is important during heating to consume less energy, consistency is key for print quality. A badly tuned heating process looks like the graph below, where the controller can’t stabilise the temperature properly.
In the following video, Stephan from CNC Kitchen explains how a poorly tuned PID affects print quality and how someone might misinterpret the artifacts with other assembly problems.
PID tuning will sequentially power the heater on and off to understand its thermal behaviour, it’s recommended to perform a PID tune for the temperature which you will print at the most.
This calibration must be done for the hotend heater and the bed heater. The temperature parameter should be set to the temperature you expect to print at. If you mainly print PLA, use 210ºC. If you use PETG, 240ºC or 260ºC for ASA/ABS If you print everything from PLA to ABS regularly, pick a happy midpoint like 235ºC (Hotend). Regarding the Bed temperature, it can range from 60ºC (PLA), 85ºC (PETG) and 110ºC(ASA/ABS), a happy midpoint would be 90ºC (BED).
The part cooling fan should be turned on during this calibration as PID tuning must be performed in conditions as similar to a print as possible.
Step 1 - PID tune
Type the following command into the console in Mainsail:
M106 S128
This will enable the part cooling fan at 50% speed. Then proceed to insert:
⚠️Replace the BOLD text with your values.⚠️
PID_CALIBRATE HEATER=extruder TARGET=temperature
Step 2 - PID tune
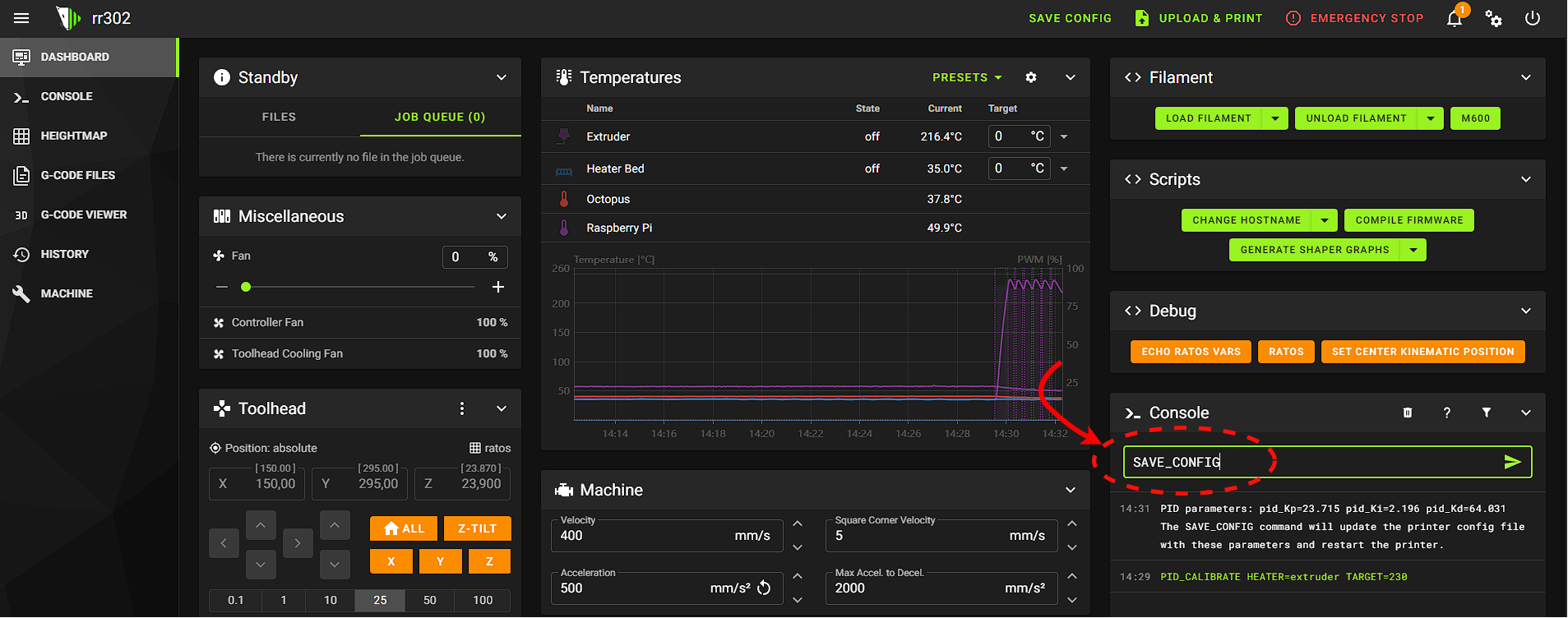
Once the calibration is finished, type:
SAVE_CONFIG
Klipper will restart itself with the new PID values saved to the configuration.
Step 3 - PID tune
Repeat the process for the bed heater by using the command:
⚠️Replace the BOLD text with your values.⚠️
PID_CALIBRATE HEATER=heater_bed TARGET=temperature
once it’s finished, type:
SAVE_CONFIG
Z offset
Z-offset is the distance from the nozzle to the probe trigger point. Setting the z-offset right is crucial for a successful 3D printing journey, we advise you to take as much time as required to get it perfect. Do not rush the process. There are many ways of adjusting the z-offset, the following method is the simplest for the V-Core 3.1. First check here if the probe was mounted correctly. Only then you may begin with the adjustment.
As the nozzle and bed are made from metal, they expand when heated. This expansion causes the offset to change based upon the temperature. For this reason, the calibration must be done with both the nozzle and bed at regular printing temperatures.
The following video explains the probe calibration procedure listed below, although the mainsail interface is an older version.
Step 1 - Z Offset
Heat the nozzle to 230ºC and the bed to 80ºC and wait 10-15 minutes. This allows for the temperature of the parts to settle.
Step 2 - Z Offset
Then execute a Z tilt calibration, for that just hit the designated button on the RatOs interface.
Step 3 - Z Offset
Now that the bed is level with the gantry, start by homing the machine, then proceed to insert a piece of paper between the nozzle and the bed.
Step 4 - Z Offset
Type the following command into the console in Mainsail:
PROBE_CALIBRATE
Step 5 - Z Offset
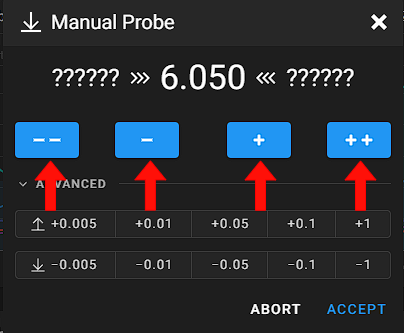
Using the buttons on the interface, lower the nozzle close to the paper. It’s important to use small movements to avoid collision, otherwise you will damage your printer. The -- or ++ result in larger movements and the - or + result in smaller movements. The piece of paper should be able to move under resistance, not stuck or free.
⚠️It's important to move the nozzle down slowly in small increments to avoid damaging any components.⚠️
Step 6 - Z Offset
Once you are happy with the achieved resistance, click ACCEPT on the console then type:
SAVE_CONFIG
Klipper will restart with the new value as default.
First Layer
The first layer defines the success of any 3D printed part, it’s just like the foundation of a building, if not made correctly the whole thing can collapse. A well squished first layer will hold the part to the bed while the toolhead does its job.
Step 1 - First Layer
Download the firstlayer_test.stl and open it in the slicer. Make sure the V-Core (size) profile is selected as well as a generic filament profile that matches your material of choice. This step is exactly the same for PrusaSlicer.
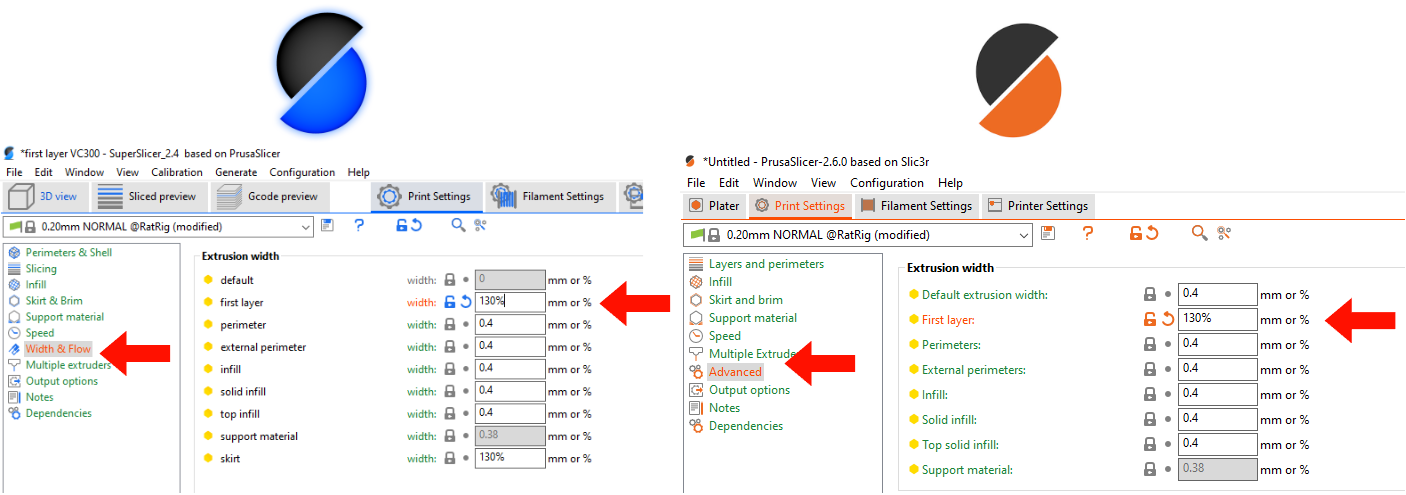
Step 2 - First Layer
The first layer height recommended is at least 0.25mm, any smaller may cause problems on larger machines. Setting the first layer line width to 130% is a good practice to guarantee a strong adhesion to the flex plate.
Step 3 - First Layer
Save the modified profile and export the g-code, then upload it to the RatOS interface by dragging it.
Step 4 - First Layer
Load your printer with filament!
Step 5 - First Layer
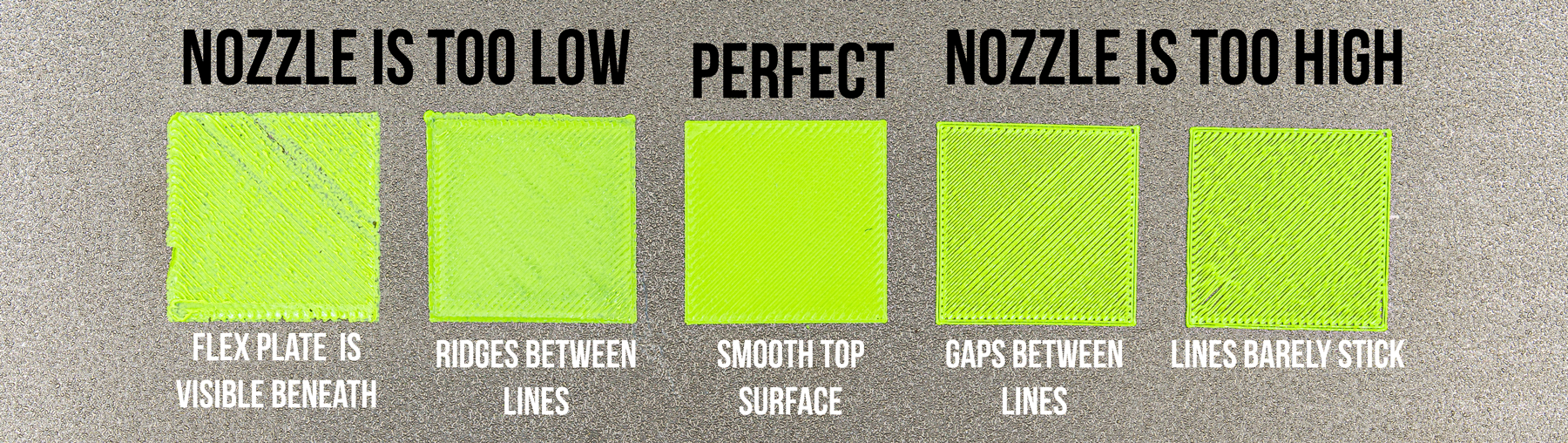
Print the test file, while the machine is performing the first layer you can adjust the Z-offset until the first layer squish is on point. It’s important to use small movements to avoid collision, otherwise you will damage your printer. Use the pictures below as a reference.
⚠️It's important to move the nozzle down slowly in small increments to avoid damaging any components.⚠️
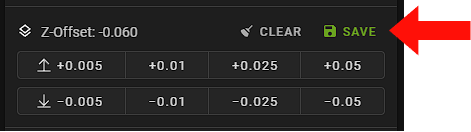
Step 6 - First Layer
When the first layer squish is dialled in, click SAVE, once the print is over type:
SAVE_CONFIG
on the terminal. The machine will reboot with the new value as default.
Input shaper (IS)
This calibration follows the Klipper documentation steps but they are simplified for the V-Core 3.1.
When printing at high speeds and high accelerations parts may start to show surface artifacts most commonly known as ringing or ghosting:
Ringing is caused by mechanical vibrations in the printer due to quick changes in the printing direction. Note that ringing usually has mechanical origins: insufficiently rigid printer frame, non-tight or too springy belts, alignment issues of mechanical parts, heavy moving mass, etc. Those should be checked and fixed first, if possible as described in the Klipper documentation. This makes it mandatory to assure the mechanical assembly is rigid and smooth before this calibration. The input shaping algorithm is an open-loop control technique that cancels printer vibration by creating an opposite signal. There are two ways of calibrating this feature: automatically with an ADXL345 sensor or manually, the first method is the easiest and most effective although very good results can be achieved manually.
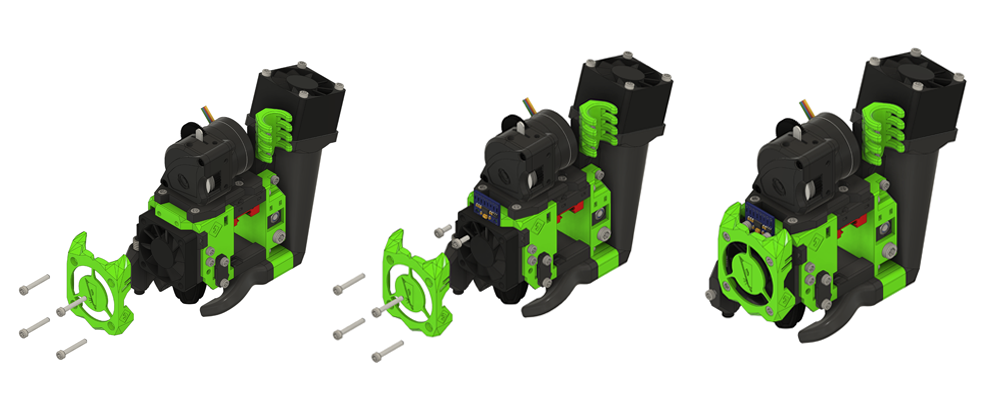
IS - Automatic calibration
The ADXL345 must be mounted to the toolhead. On the front of the EVA3 assembly, there are two holes for mounting the sensor with M3 screws. Use nylon washers (or print your own if you have a working 3D printer available) when installing the ADXL345 to avoid damaging it, PCB boards are weak and need to be handled with care. Unpower your machine before connecting the sensor to the control board. Further details on how to wire the ADXL can be found here.
Please notice: If you are using a toolboard, the accelerometer might be incorporated, check the supplier datasheet.
Step 1 - Automatic IS
Inside the printer.cfg file, uncomment the following line:
[include RatOs/printers/v-core-3/input-shaper.cfg]
If you are using an older version of RatOS it might be named:
[include config/printers/v-core-3/input-shaper.cfg]
as shown below:

Step 2 - Automatic IS
Now insert:
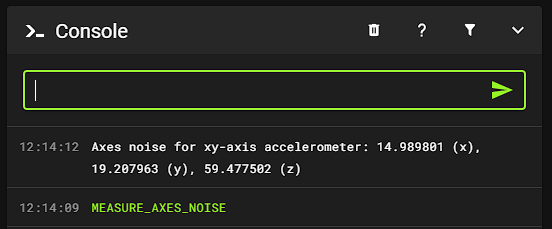
MEASURE_AXES_NOISE
in the console, if all values are below 100, you are good to go, if your values are above 100 or an error pops up, please check your sensor and wiring connections.
Step 3 -Automatic IS
Simply type:
GENERATE_SHAPER_GRAPHS
In the console and the printer will start moving the gantry in X and Y to determine the ringing frequencies. After this, the input shaper graphs will be available under the “machine” tab, inside the “input_shaper” folder.
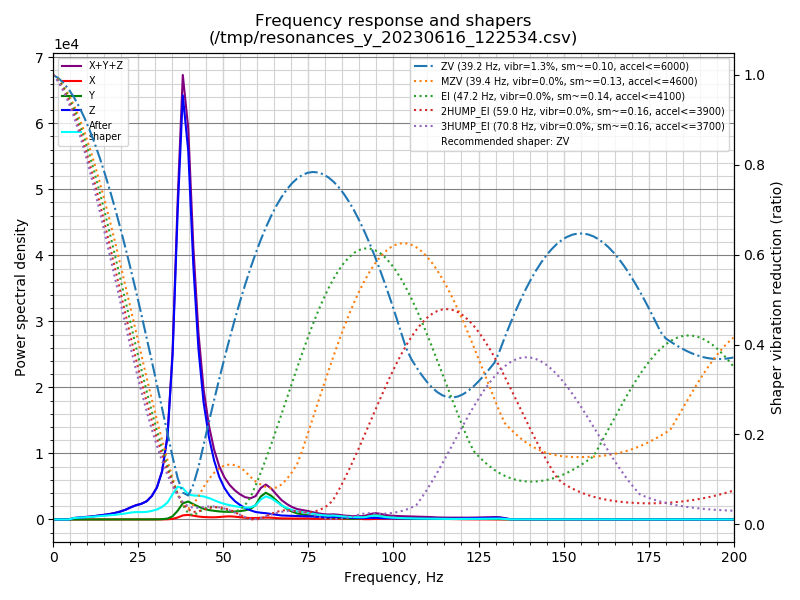
In this video: https://www.youtube.com/watch?v=M-yc_XM8sP4, Marc explains how to analyse the generated graphs. The basic information we need to extract from it is the frequency under the MZV protocol, in this case it’s 39.4Hz.
MZV (39.4 Hz, vibr:0.0%, sm~=0.13, accel<=4600)
Notice that this protocol recommends a max acceleration of 4600 mm/s2. You will need to compare this value with the one provided on the X graph and choose the lowest value, this will be added in the next step as your max acceleration to deceleration.
Do the same for the X graph.
Step 4 - Automatic IS
Inside the “printer.cfg” go to “user overrides” and paste the following lines:
⚠️Replace the BOLD text with your values.⚠️
[input_shaper]
shaper_freq_x: Your_X_Frequency
shaper_type_x: mzv
shaper_freq_y: Your_Y_Frequency
shaper_type_y: mzv
[printer]
max_accel_to_decel: Your_Max_Accel
Step 5 - Automatic IS
Click “Save and Exit”.
IS - Manual Calibration
For this method, it’s required to use calipers. This very basic input shaper calibration measures the artifacts period distance and calculates each axis's ringing frequency.
Step 1 - Manual IS
Download the RingingTower.stl and open it on your slicer.
Step 2 - Manual IS
Use a layer height of 0.25mm
Step 3 - Manual IS
Set the infill and Top layers to 0
Step 4 - Manual IS
Activate vase mode
Step 5 - Manual IS
Set the external perimeter speed to 100-150 mm/s
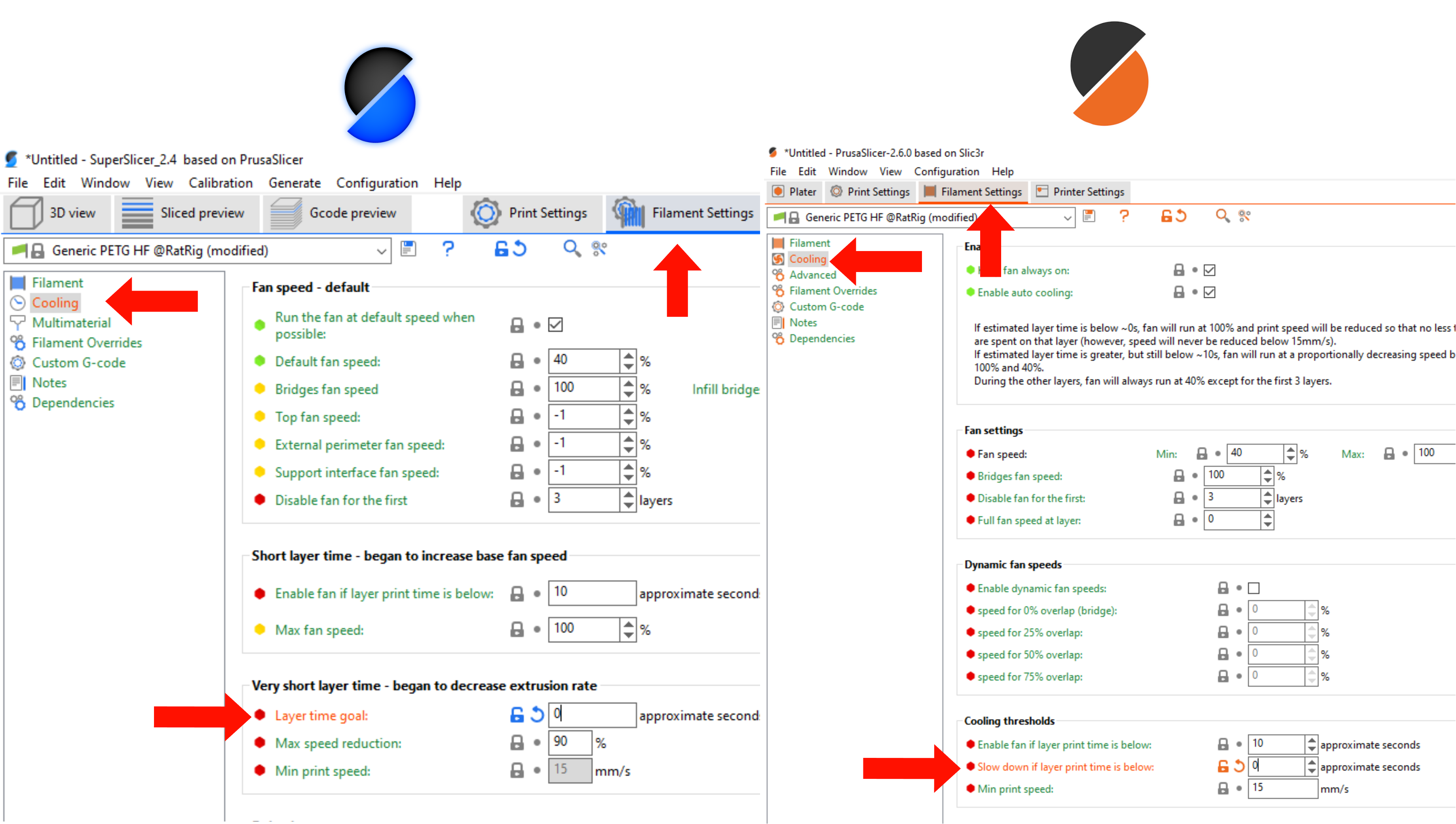
Step 6 - Manual IS
Make sure the minimum layer time is at most 3 seconds, it's designated as "Slow down if layer print time is below:" in PrusaSlicer.
Step 7 - Manual IS
Set all accelerations to zero (0mm/s2) on the slicer. SuperSlicer only requires you to set "Default acceleration = 0", in PrusaSlicer you have to set all accelerations to zero manually.

🛈 Do not turn the model. The model has X and Y marks on the back. Note the unusual location of the marks vs. the axes of the printer - it is not a mistake. The marks can be used later in the tuning process as a reference because they show which axis the measurements correspond to.
Step8 - Manual IS
Type the following commands on the RatOS machine console:
SET_VELOCITY_LIMIT ACCEL_TO_DECEL=10000
Step 9 - Manual IS
Print the test model and type:
SET_PRESSURE_ADVANCE ADVANCE=0
followed by:
TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
whilst the first layer is being printed. This command will increase the acceleration every 5mm in height.
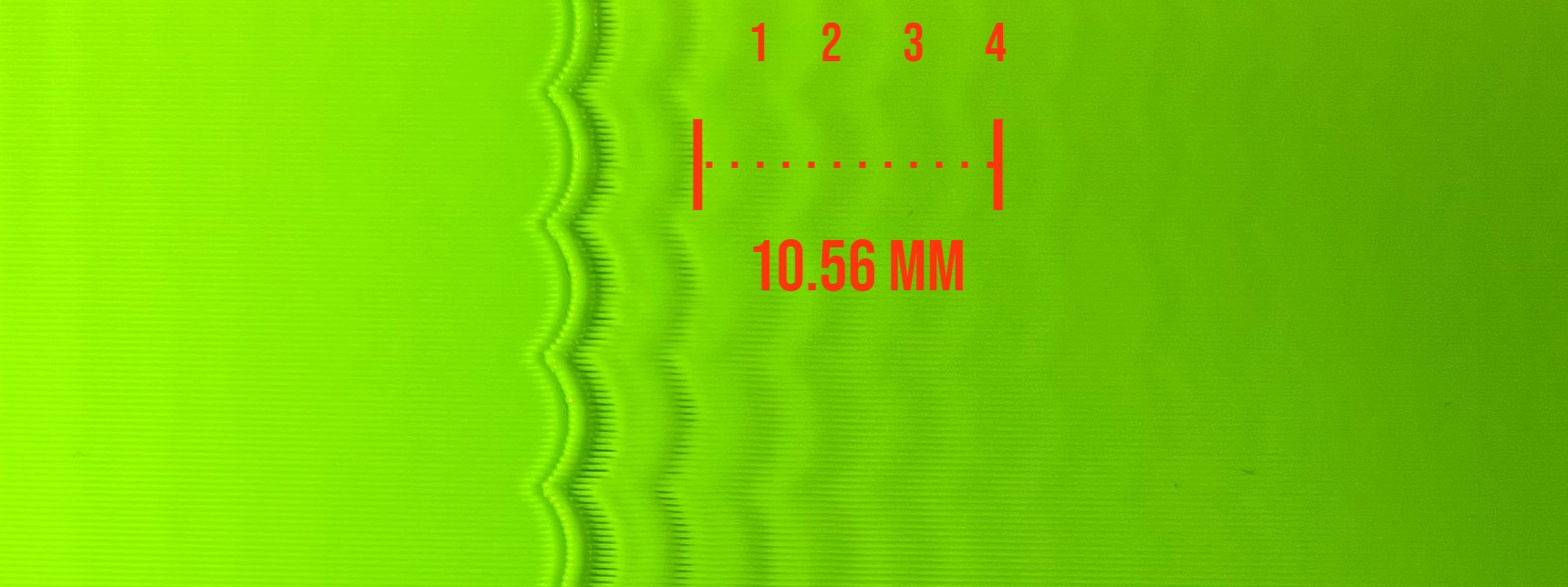
Step 10 - Manual IS
Analyse the model: Measure the distance D (in mm) between several oscillations on the part with X mark, preferably skipping the first oscillation or two. To measure the distance between oscillations more easily, mark the oscillations first, then measure the distance between the marks with a ruler or calipers:
Step 11 - Manual IS
Count how many oscillations N the measured distance D corresponds to. If you are unsure how to count the oscillations, refer to the picture above, which shows N = 4 oscillations.
Step 12 - Manual IS
Compute the ringing frequency of X axis as V · N / D (Hz), where V is the velocity for outer perimeters (mm/sec). For the example above, we marked 4 oscillations, and the test was printed at 120 mm/sec velocity, so the frequency is 120 * 4 / 10.56 ≈ 44.454 Hz.
Step 13 - Manual IS
Repeat steps 10 - 12 for the Y side
Step 14 - Manual IS
The testing is almost complete, after obtaining both frequency values go into the printer.cfg file and paste the following lines on the user overrides section:
⚠️Replace the BOLD text with your values.⚠️
[input_shaper]
shaper_freq_x: your_value # frequency for the X mark of the test model
shaper_freq_y: your_value # frequency for the Y mark of the test model
shaper_type: mzv
Then click “save and restart” and the machine will reboot with the new values as default.
There are many different shaper types, but mzv is the best tradeoff between quality and performance for for the V-Core 3.1 so no need to test other types. You may reprint the ringing tower to confirm the artifacts are gone, repeat step 9 to do so..
Skew Calibration
Skew correction is meant to compensate for a 3D printer assembly which is not perfectly square, the software makes small changes to the toolhead movement, maintaining a perfectly square trajectory. Every detail during the frame assembly may cause a slightly twisted frame, even the screws tightness. Making sure the machine is as square as one can get by hand is very important before advancing to software skew calibration.
The V-Core 3.1 has a 3-point kinematic bed levelling system that helps to mask XZ and YZ skew problems. If the build was successful and all Z rails are properly aligned, the Z squareness shouldn’t be a problem, otherwise, a skew calibration should be done for all planes. In this guide we’ll only focus on the XY plane, the procedure is the same for the other axis, more information here.
Step 1 - Skew
Start by downloading the Skew_correction_tool.stl.
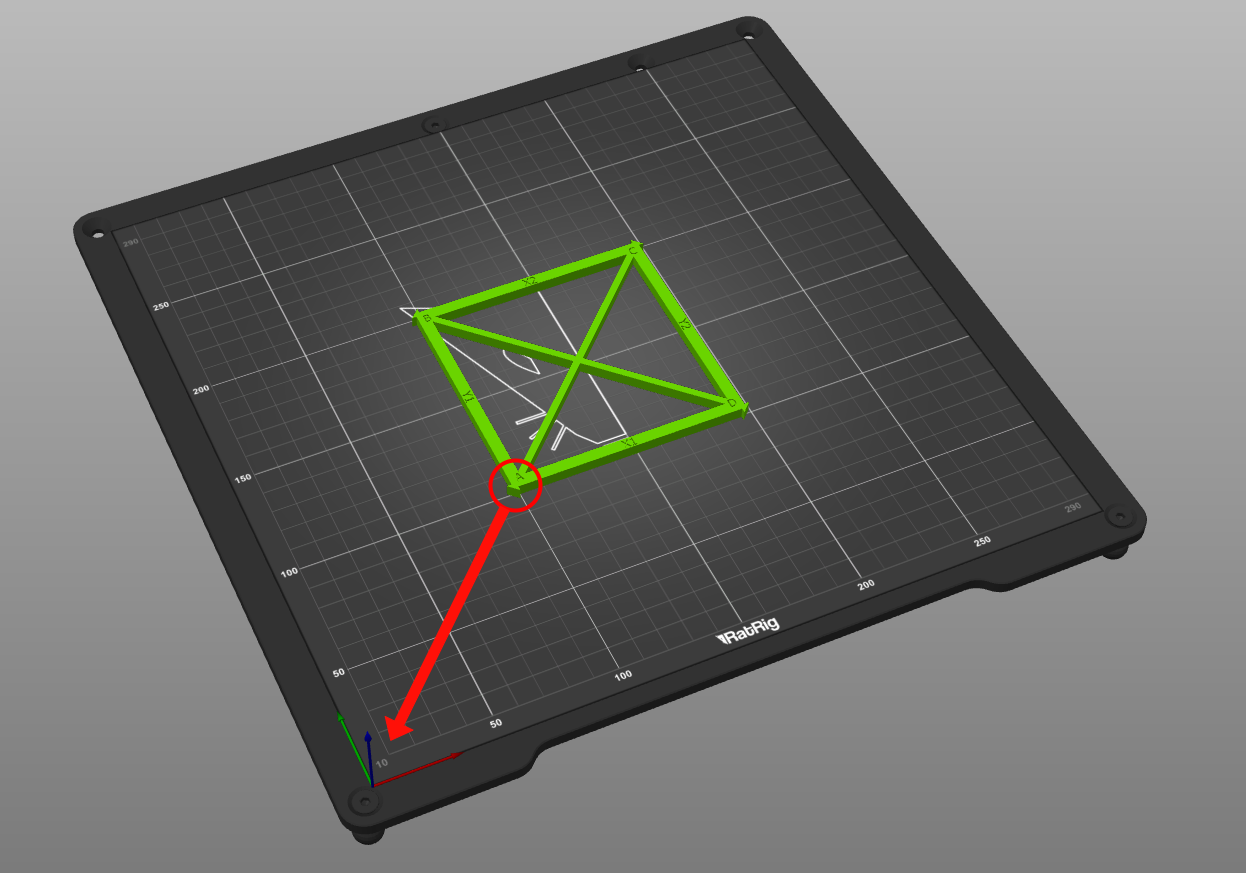
🛈 When slicing the model, make sure the A corner is pointing to the origin of the plane.
Step 2 - Skew
Guarantee that no skew correction is running on your machine, check that variable_skew_profile is commented out in the macro configuration section. or type the command below in the terminal. For more information, click here.
SET_SKEW CLEAR=1
The [skew_correcton] module requires 3 measurements; the length from Corner A to Corner C, the length from Corner B to Corner D, and the length from Corner A to Corner D.
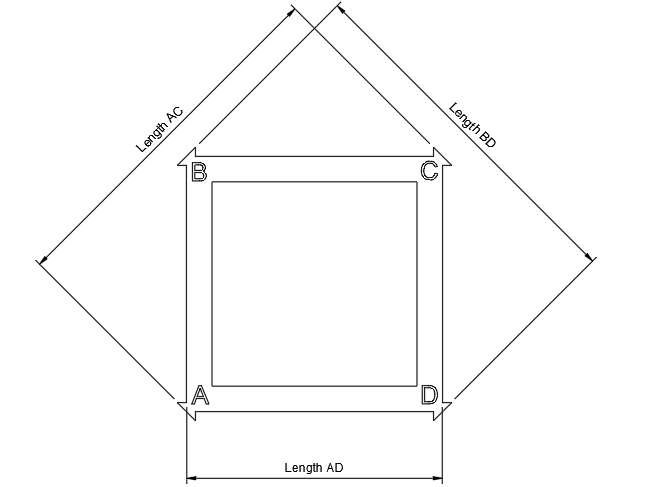
Let's take the following measurements as an example:
AC= 141.15mm
BD= 140.9mm
AD= 99.65mm
Step 3 - Skew
Go into the printer.cfg and uncomment the line: “variable_skew_profile: "my_skew"

Step 4 - Skew
Click “save and restart”, then paste
⚠️Replace the BOLD text with your values.⚠️
SET_SKEW XY=AC,BD,AD
With the previous example, we have:
SET_SKEW XY=141.15,140.9,99.65
Followed by:
SKEW_PROFILE SAVE="my_skew"
Step 5 - Skew
Type:
SAVE_CONFIG
and re-print the test, make sure AC=BD. If not, double check all measurements and start this calibration again.
Filament Tuning
Getting the best performance out of your machine is not only about the machine perfectly tuned. Going back to the race car comparison, your car may have the strongest engine and the best tyres, but if you feed it bad/poor gasoline it won’t perform as expected. Acquiring good quality filament is the first step in this guide, you can do so at: https://ratrig.com/3d-printers/filament.html. There are many different filament materials, the most commonly used are PLA, PETG, ASA and ABS, some are easier to tune than others, but the procedure is the same.
Temperature calibration
The hotend temperature is arguably the most important parameter when tuning a new filament. Temperatures vary widely between different materials, however, the extrusion temperature can change within the same brand of material due to production inconsistencies. It’s always a good practice to tune the temperature for every spool of filament, it only takes a few minutes as well as a few grams of material. The steps are the same for Super Slicer and Prusa slicer.
Step 1 - Temperature calibration
Temperature towers can be found on may websites, below you can find models for different types of materials:
PLA - Download here
PETG - Download here
ASA/ABS - Download here
Open the stl file on your Slicer
Keep in mind the temperature tower designations:
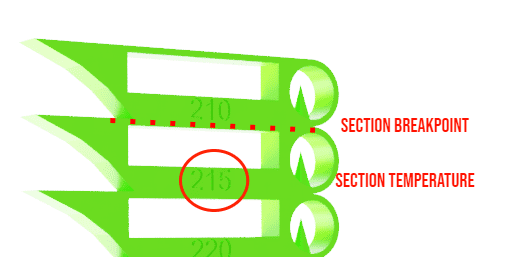
Step 2 - Temperature calibration
Click "Slice Now" then using the nob highlighted with a blue circle, slide down until the first section's breakpoint. Right click on the plus icon "+" followed by the "Add custom G-code"
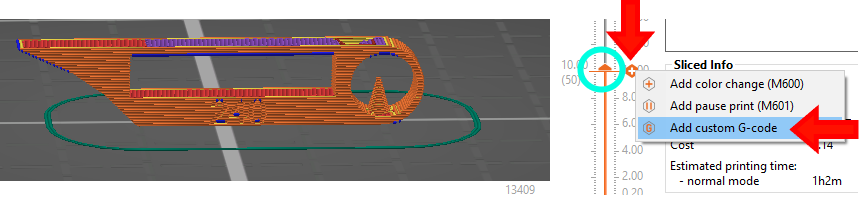
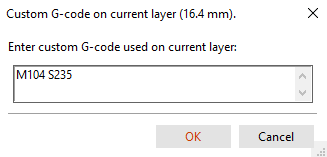
Type the following command, inserting the temperature of the section above:
⚠️Replace the BOLD text with your values.⚠️
M104 STemperature
In the example, the section above is be 235ºC, so we type M104 S235
Step 3 - Temperature calibration
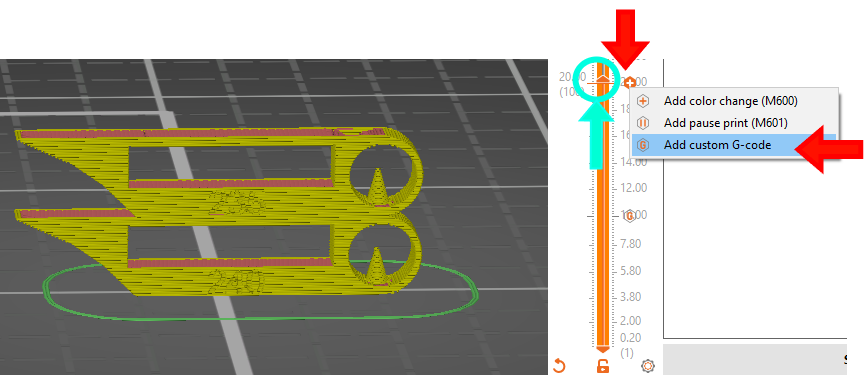
Using the nob highlighted with a blue circle, slide up until the next section's breakpoint. Repeat step 2 and 3 for the whole tower, carefully inserting the temperatures. Inserting the wrong temperature will result in a poor temperature tune.
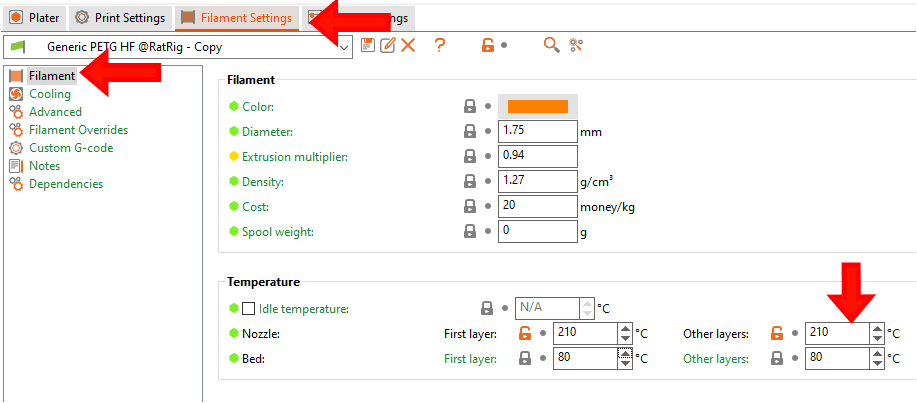
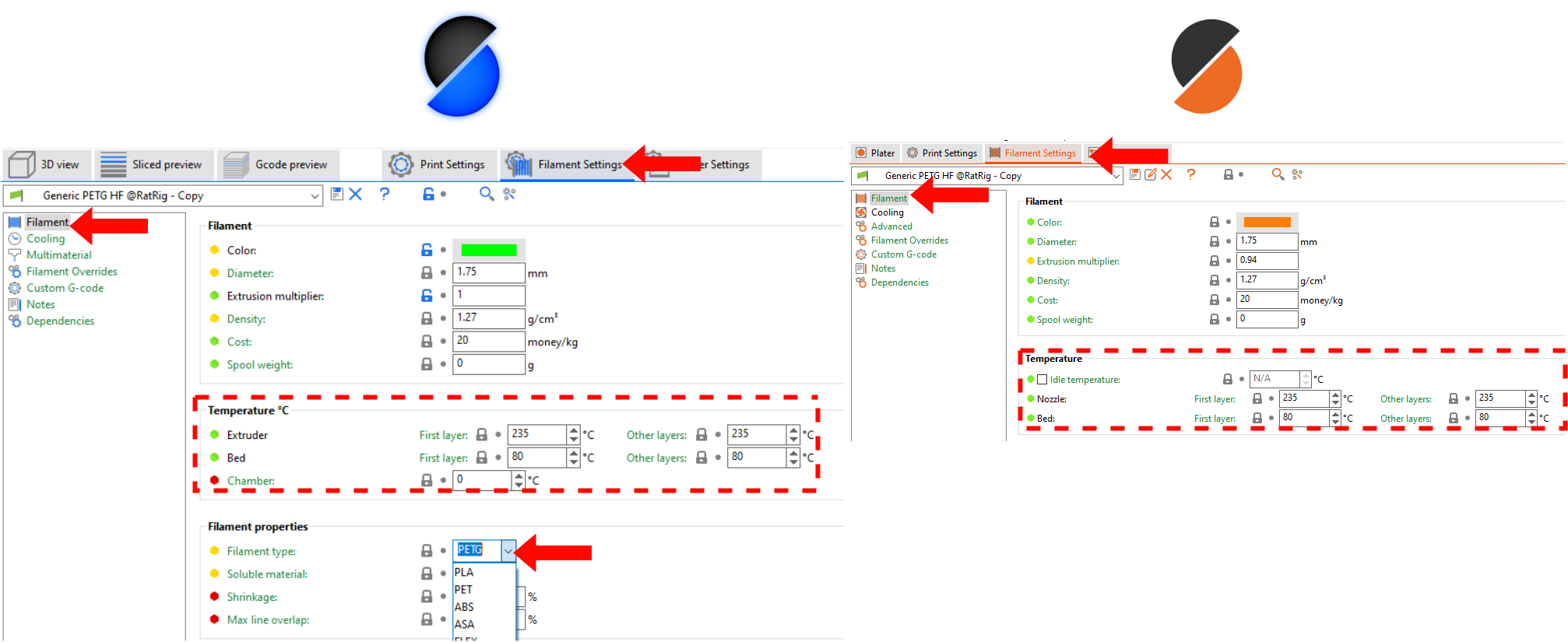
The bottom section uses the filament temperature set inside filament settings as shown on the second picture. Replace the temperature with your towers base section number.
Step 4 - Temperature calibration
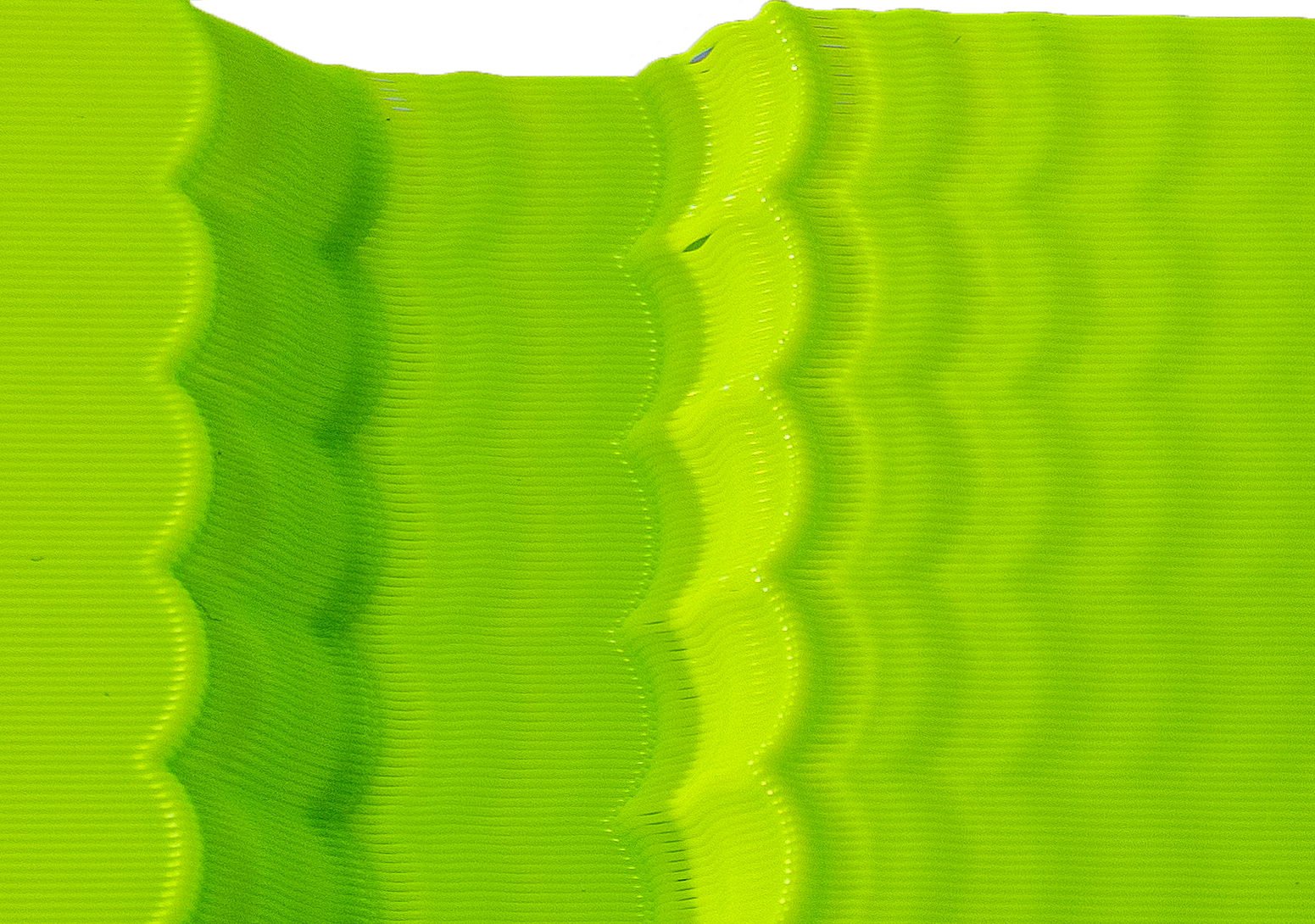
Print the tower and inspect it, find the step which looks best and has the smoothest surface. The picture shows an exaggerated temperature gradient to provide an easier perspective of what to look for.
In this example, the 225ºC and 235ºC look the best, so we would settle somewhere in the middle, 230ºC is good.

Step 5 - Temperature calibration
Create a custom profile for the filament used and set the new temperature, the rest of the guide will help you tune this new profile.
A key point is also the bed temperature, although this will hardly impact your print quality it will greatly affect the part adhesion to the bed. Filament manufacturers usually have a bed temp range on the spool or the spool box, the correct bed temp is defined by the type or surface used as some surfaces require more heat than others to maintain a stable temperature due to heat conductivity. As the V-Core 3.1 uses a PEI steel sheet, the recommended values are:

Step 6 - Temperature calibration
On your slicer, go into the Filament settings and start customizing your new profile. Change the extruder and bed temperatures to the values obtained during this step. Then be sure the right material type is selected (Only on SuperSlicer) and hit Save.
Rename the profile and click OK.

Pressure Advance (PA)
The filament is melted in the hotend and just like any other material when hot it starts to ooze. This is problematic when the hotend is moving, which during printing, it always is. To mitigate this issue, a certain pressure must be applied to the filament upon extruding. Ellis’s Print tuning guide explains pressure advance in detail, as mentioned there:
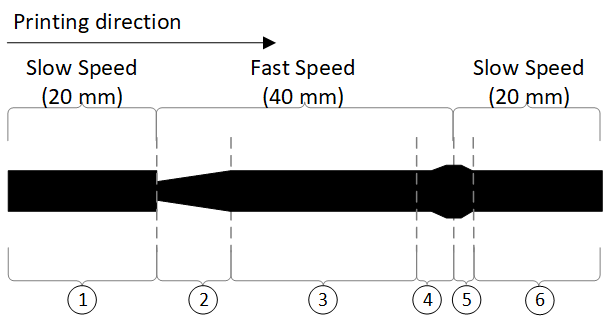

The numbers refer to the image:
- Slow speed extrusion, the filament flow is stable
- During acceleration of the toolhead, there will be an under-extrusion due to not enough pressure built on the filament.
- As the speed is kept at a steady value, the flow is stable again.
- If a deceleration occurs, and the pressure on the filament is not relieved, oozing will follow leading to a blob of plastic.
- Even when the deceleration is over, the blob will be visible until the pressure is stable again.
- Same as 1 and 3 again.
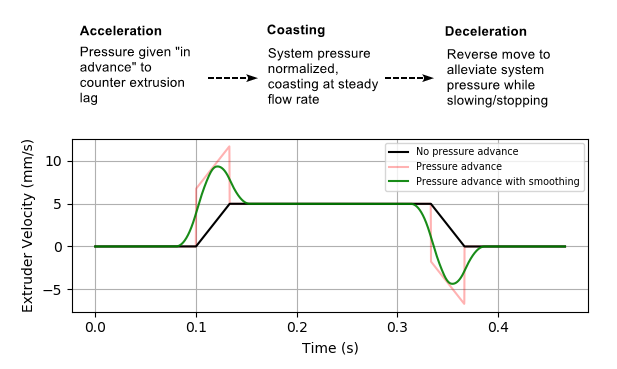
The second image is a real representation of the chart above.
Pressure advance works by adding pressure on the filament when accelerating and relieving the pressure when decelerating, the pressure is adjusted via the extruder speed, more pushing speed equals more pressure as well as more pulling speed equals a reduction in pressure. The graph below shows how the extruder speed dictates pressure advance.
Pattern tool - by Andrew Ellis
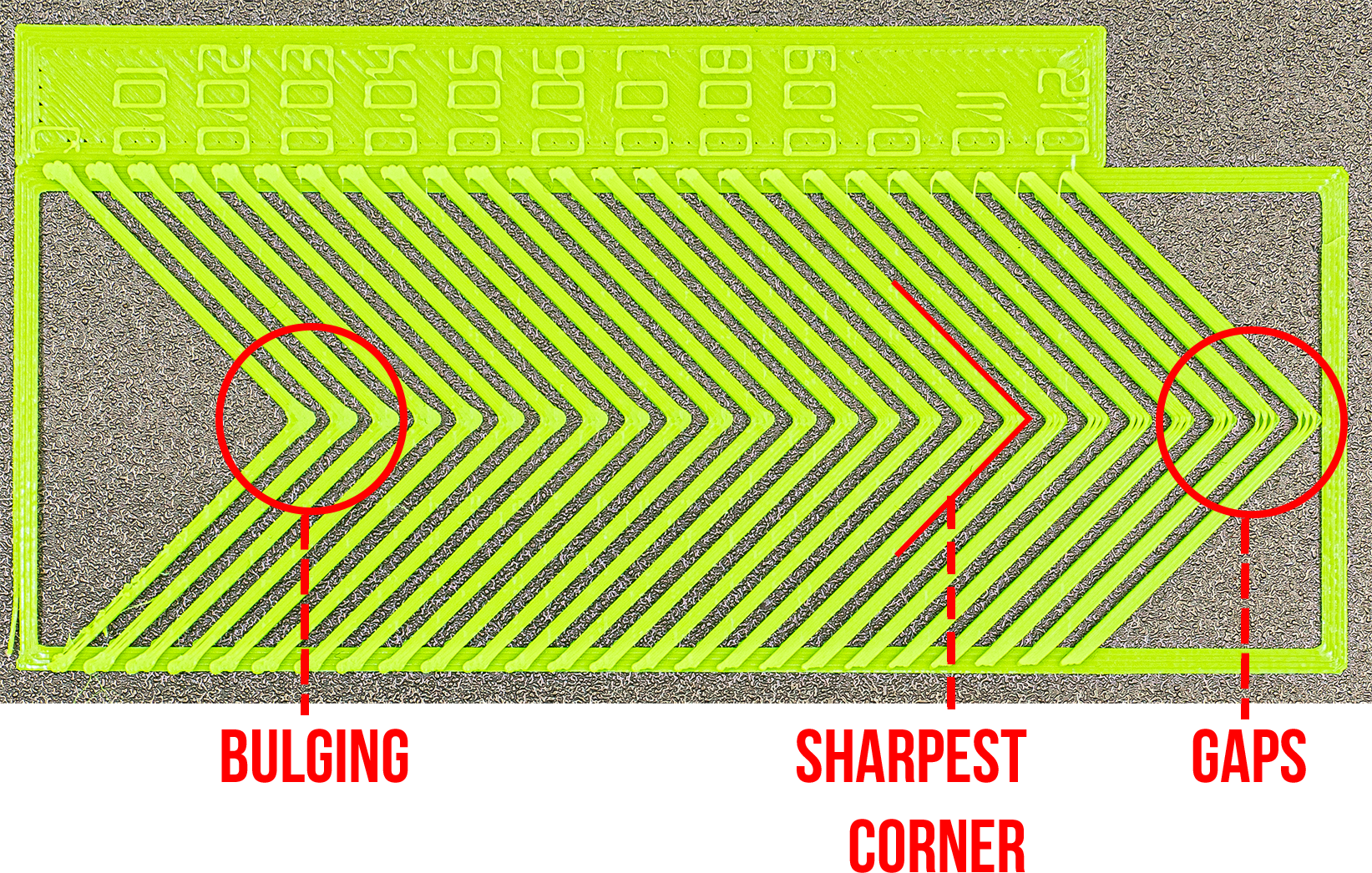
This is the most simple/effective way of dialling PA, the model performs numerous 90º turns with the same speed and acceleration, only varying the PA values. A key factor for PA is speed and accel, there are many settings regarding these parameters on the slicer and it’s impossible to tune PA for all of them so the calibration is done for the external perimeters (EP) only as this is what's visible and directly impacts part accuracy. If you are using the default super slicer profile for the V-Core 3.1 then your EP speed is 120mm/s and accel is 3000mm/s2, below you can find the tuning g-codes for the different size machines, download yours and print it. The provided g-codes make for an easier and pain-free procedure for beginners.
PLA G-Codes: [200x200] ; [300x300] ; [400x400] ; [500x500]
PETG G-Codes: [200x200] ; [300x300] ; [400x400] ; [500x500]
ABS / ASA G-Codes: [200x200] ; [300x300] ; [400x400] ; [500x500]
🛈 If you are using a different machine set-up, or different speed/acceleration settings please use the full linear advance calibration tool page and go through all fields carefully. Make sure there is no PA setting on your printer.cfg or slicer settings.
Step 1 - PA
Download the correct g-code for your machine and print it.
Step 2 - PA
Use the image above as a reference in this example, a good PA value is 0.085. Look for the sharpest corner without bulging or gaps.
Step 3 - PA
Go to your previously created filament settings and add:
SET_PRESSURE_ADVANCE ADVANCE=YOUR VALUE
to the starting G-Code. This step is the same for Prusa Slicer.
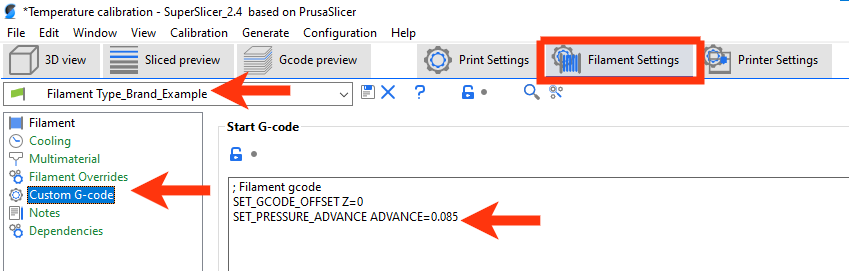
Be sure to hit "Save" afterwards.
Extrusion multiplier (EM)
Filaments have different behaviours when melted and rapidly cooled, leading to blobs or gaps on printed part surfaces. To counteract this phenomenon EM is used, which basically changes the flow proportionally. There are many ways of tuning EM, some measuring tools and others use just visual inspection. In this guide we will focus on visual inspection since it’s easier and just as reliable as more complex methods. Please note: Prusa slicer doen't allow for multi-body EM tune, so we have to experiment with one body at a time. Refer to your Slicer's Steps for further details.
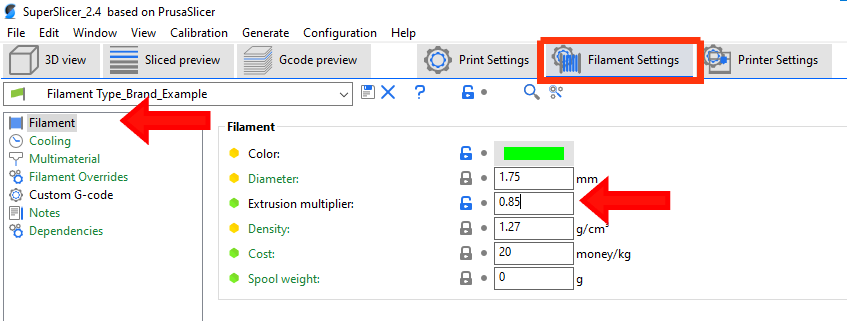
Step 1 - EM (SuperSlicer)
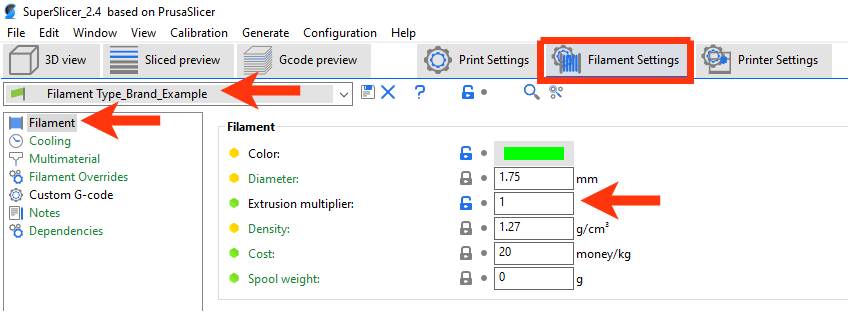
Before we start, make sure your filament profile has the extrusion multiplier set to 1.
Step 2 - EM (SuperSlicer)
Now start by downloading the EM_tune_SS.stl. Open them on your slicer and select your new filament profile, created in the previous steps.
Step 3 - EM (SuperSlicer)
Click on each one individually with the right button, go to "Add settings" > "Filament" , then:

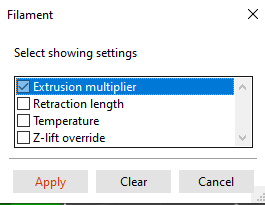
and hit “apply”. The properties menu will open on the right side, change the extrusion multiplier value accordingly to the number on the bottom of each cube. Print the g code.
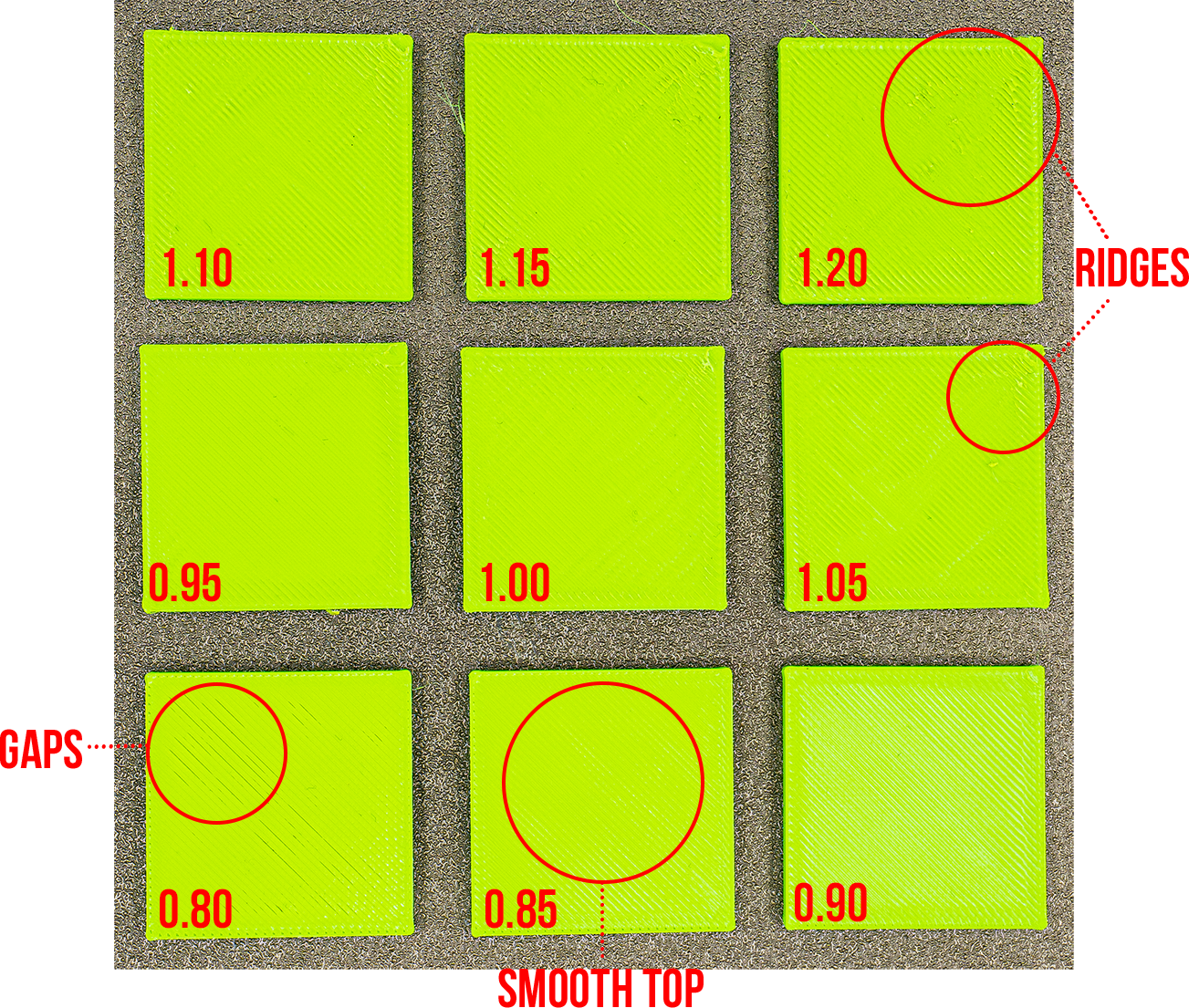
In the image below, the 0.80 cube is selected, so we change the extrusion multiplier to 80. Repeat the procedure for the remaining cubes by filing the extrusion multiplier with the designated number on the bottom then print the cubes. After the print is finished, inspect them visually, and use the picture as a reference:
Step 4 - EM (SuperSlicer)
Closely inspect the cubes in the middle, ignore the edges and corners. The top layer should look smooth and evenly distributed, if there are gaps between the layers then the EM is too low, on the other side, if there are little bumps/ridges on the surface, then the EM is too high. In this case 0.85 is perfect, the other samples are over-extruded and have ridges on the top layer. Update your filament profile with the new EM value and hit “Save” .
Step 1 - EM (Prusa slicer)
Prusa slicer requires this calibration to be done one cube at a time, download the EM_Prusa_Slicer.stl and open it on your slicer.
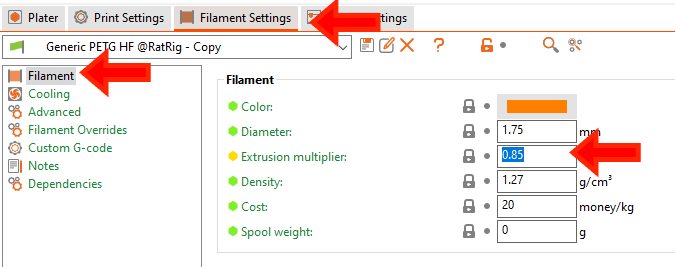
Step 2 - EM (Prusa slicer)
Navigate to Filament settings and select your filament profile. Now we will set the extrusion multiplier in the range from 0.80 to 1.20, these values are exaggerated so you can see the differences and select the best result for your setup. Start by inserting 0.80 on the first test print, then increase to 0.85 for the second, followed by 0.90 for the third and so on... 0.95; 1.0; 1.05; 1.10; 1.15; 1.20 Print a cube for each EM value.
Write the EM value under each test cube, so you can compare all the cubes at the end.

Step 3 - EM (Prusa slicer)
After printing all the cubes, inspect them visually, and use the picture as a reference. Select the cube with the best-looking surface, look for the written value on the bottom and insert it into the Filament profile.
Update your filament profile with the new EM value and hit “Save” .
Let’s get printing
After finishing this guide you may print a benchy to see how your machine is performing, this is all the tuning you need to get started with very good results. Further tuning might be required to achieve a specific goal, other settings not approached here are not essential and can worsen the print quality if not done correctly.